Quattro sono gli ingredienti che nella quasi totalità dei casi leggiamo nel retroetichetta della bottiglia: malto d’orzo e quindi, più in generale i cereali, il luppolo, l’acqua e il lievito.
I cereali
L’ingrediente che dona gli zuccheri necessari per dar vita alla fermentazione alcolica è il cereale. Il birraio può scegliere tra numerose varietà: orzo, frumento, segale, mais, avena, farro, per citarne alcuni. Uno tra questi però è considerato a buon ragione il cereale perfetto. Così come il grano è il principe della panificazione, l’orzo sembra nato per finire nei tini di un birrificio: è ricco di amido, zucchero complesso; ha un rivestimento della cariosside che crea un letto naturale per la filtrazione; contiene degli enzimi che una volta attivati rendono la vita molto facile ai lieviti, e, aspetto non da poco, regala alla birra sapori e profumi affascinanti. Non è un caso allora se questa pianta è stata scelta dall’uomo del neolitico, qualcosa come 10.000 anni fa per produrre birra. Tra le numerose varietà di orzo coltivate a scopi birrari, le più diffuse sono due: l’orzo distico, contraddistinto da due file di chicchi sulla spiga e amante di climi freschi e l’orzo esastico, con sei file di chicchi coltivato tendenzialmente in aree più calde. In genere i produttori di birra preferiscono il primo al secondo per motivi produttivi e qualitativi del prodotto finale.
Il malto
Per facilitare il processo di fermentazione e dotare il chicco di un peculiare corredo aromatico e cromatico i cereali, generalmente l’orzo, vengono maltati. Con il termine malto si indica un cereale che ha subito la maltazione, ovvero, un processo di germinazione e successiva essiccazione.
L’obiettivo è quello di attivare gli enzimi contenuti nel chicco, in modo da facilitare durante la produzione l’estrazione di zuccheri semplici (maltosio e destrine) dall’amido, carboidrato complesso. Il maltosio sarò poi trasformato dai lieviti in alcol etilico e anidride carbonica. Nella malteria il chicco viene idratato, in modo da creare quelle condizioni ambientali ideali per far partire la germinazione, e successivamente asciugato su pavimenti in ambienti ben areati a temperature intorno ai 16 C°. Il chicco in questa fase si trova nei germinatoi, dove viene rigirato più volte al giorno per permettere una corretta ossigenazione ed evitare che i germogli si attorciglino l’un con l’altro. Quando, dopo poco più di una settimana, la radichetta ha raggiunto i due terzi del chicco e gli enzimi hanno contribuito ad importanti trasformazioni biochimiche, il cereale tallito, ovvero germinato, viene trasferito nel forno di maltaggio. Qui si pone fine alla germinazione scaldando il cereale a temperature che arrivano ai 70° circa per i malti chiari fino agli oltre 200° di alcuni malti tostati. Dopo la fase di essiccazione i malti vengono raffreddati e la radichetta viene rimossa. Per ogni birra si può usare un malto soltanto o più malti differenti e aggiungere anche cereali non maltati. La legislazione italiana stabilisce che si possa chiamare birra quella bevanda prodotta dalla fermentazione di un mosto di cereali ottenuto con almeno il 60% di frumento o orzo maltati.
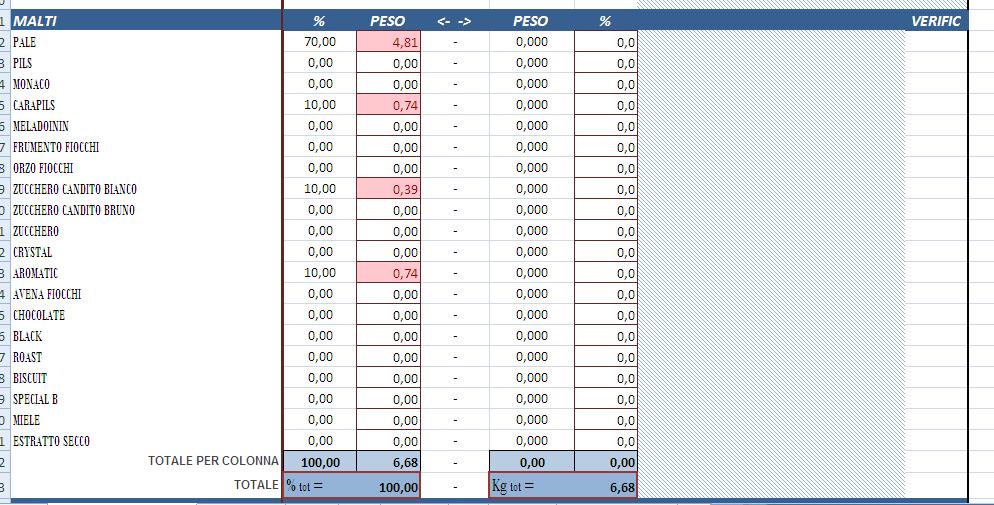
Malti base
Sono chiamati così i malti caratterizzati da un elevato potere enzimatico e da una resa produttiva importante. Ne fanno parte malti presenti in molte ricette come i chiari Pale o Pilsner, alla base di molte birre dorate, ma anche malti prodotti a temperature più elevate che colorano d’ambra la nostra birra e contribuiscono ai tipici profumi biscottati, come ad esempio il malto Vienna e il Monaco.
Malti speciali
Il birraio può decidere di introdurre malti speciali nella sua ricetta per contribuire a dare un
particolare colore, sapore, aroma alla birra o per aggiungere proteine e quindi migliorare la schiuma o ancora per modificare il corpo e la struttura. Solitamente sono utilizzati in percentuali più basse rispetto ai malti base. Tra questi ricordiamo il malto caramello come il CaraMunich, CaraVienna, o ancora il Crystal, che donano sensazioni dolci come il mou, oppure i malti torrefatti, che colorano di nero la nostra birra e la arricchiscono di note che ricordano il caffè, il cacao.
Malti affumicati
Sono malti che hanno subito un processo di essiccazione tramite aria calda ottenuta dal riscaldamento di pellets di faggio o quercia. Sono usati in piccola percentuale, visto che caratterizzano in maniera netta la birra con sentori che richimano lo speck o la provola, come per la famosa Schlenkerla di Bamberga. Appartengono a questa categoria anche i malti torbati, utilizzati per la produzione di whisky, affumicati con torba, un composto organico di natura vegetale che bruciato produce aromi estremamente caratteristici.
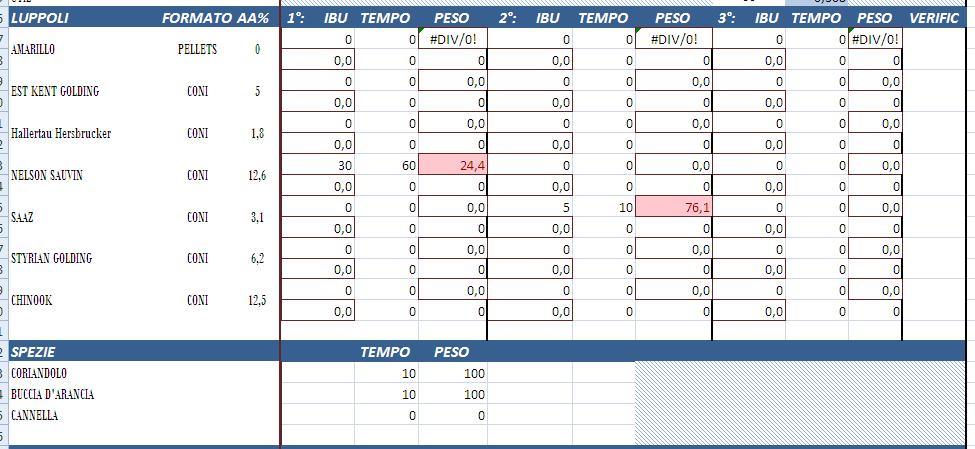
Il luppolo
C’era una volta un mix di erbe aromatiche, spezie e radici chiamato Gruyt, che il birraio utilizzava per bilanciare il dolce del malto e dare stabilità e longevità grazie alle proprietà antisettiche di alcuni ingredienti. C’era, perché a partire dal XII secolo il luppolo, o più esattamente, l’infiorescenza del luppolo, una pianta rampicante appartenente alla famiglia delle Cannabacee, ha relegato il Gruyt ai libri di storia. Ma quali sono le qualità così straordinarie di questo fiore, tali da decretarne la sua diffusione in ogni birrificio del pianeta? I birrai amano il luppolo perché i suoi fiori sono ricchi di una sostanza resinosa (alfa e beta acidi) che dona amaro, e di oli essenziali, che rilasciano aromi e profumi. Come se non bastasse assicura stabilità con le sue proprietà antibatteriche, antiossidanti e favorisce la formazione della schiuma. Il suo contributo come componente amaricante è essenziale per ottenere una bevanda equilibrata e gradevole, che altrimenti risulterebbe imbevibile. In produzione di distinguono due tipi di luppolo utilizzati in differenti momenti della bollitura del mosto: gli amaricanti, a cui è affidato il compito di dare amaro, per il contenuto e la qualità degli alfa acidi, mentre alle varietà ricche di oli essenziali spetta l’importante missione di emozionarci con sensazioni olfattive e aromatiche uniche. Esistono molteplici tipologie di luppolo utilizzate dal birraio per creare bouquet variegati che possono prevedere note erbacee, pepate, terrose, fruttate, anche inconsuete. Sono storici i luppoli di Poperinge in Belgio, con l’inconfondibile nota di erba cipollina, i luppoli inglesi, come il floreale Fuggle o il nobile East Kent Golding, o ancora l’elegante luppolo ceco Saaz, e i tedeschi Tettnanger, dalle intriganti note erbacee. Più recente, ma molto diffuso, l’utilizzo di luppoli americani come il Cascade, dalle note resinose e di pompelmo rosa, e il Citra, dalle sensazione di frutta esotica, o il neozelandese Nelson Sauvin, con i suoi profumi caratterizzanti di uva spina e frutto della passione.
L’acqua
Un ingrediente troppo spesso sottovalutato ma che in realtà gioca un ruolo centrale, sia per un discorso meramente quantitativo, rappresentando oltre il 90% della birra, sia, soprattutto, qualitativo. Non tutti forse sanno che l’acqua incide in maniera evidente sul risultato finale di una birra, costringendo il birraio a prendere in considerazione le caratteristiche della falda acquifera adeguando le ricette. Quanto l’acqua sia importante nella produzione ce lo ricorda la storia della birra, quando l’ubicazione di un birrificio veniva individuata in prossimità di una fonte idonea che assicurasse acque microbiologicamente pure e adatte alla produzione. L’acqua ha giocato un ruolo fondamentale per molte birre del passato. Ad esempio la rinomata pils ceca, non sarebbe la stessa senza le caratteristiche uniche della fonte di Pilsen, dolce e dal buon livello salino, perfetta per realizzare una dorata, fresca e delicata. Senza dubbio contribuirono a rendere famose le ale inglesi le acque dure, ricche di calcio di Burton upon Trent in Inghilterra, come quelle di Dublino, con alti livelli di bicarbonati, resero immortale la nera stout irlandese. In linea di massima non esiste un acqua perfetta: la scelta dipende molto dalla tipologia che si vuole realizzare. Infatti pH e durezza possono dire la loro influenzando alcune componenti solubili del malto, il corpo, ma anche l’azione di vari enzimi fino all’estrazione delle sostanze amare del luppolo. Oggi esistono metodi e tecnologia per correggere il contenuto salino di un’acqua o, addirittura, per demineralizzarla e ricostruirla aggiungendo i sali più opportuni.
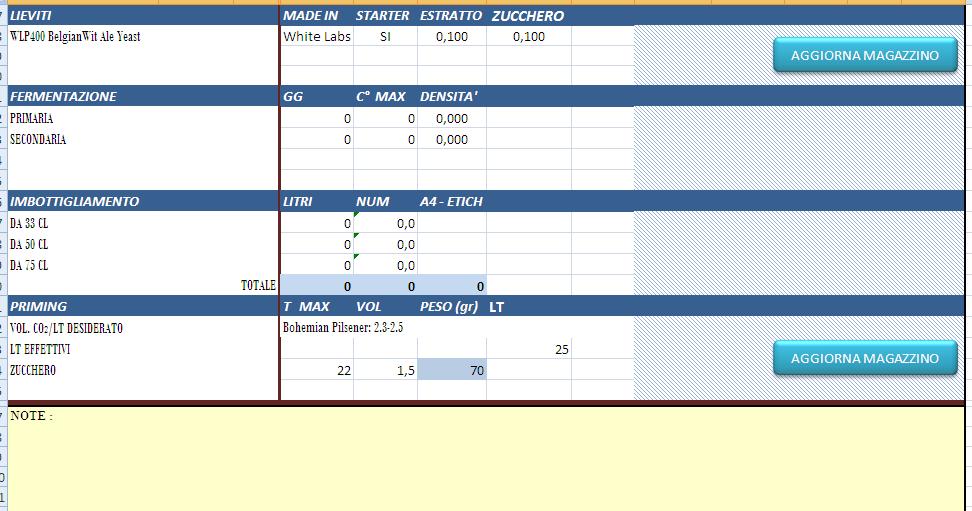
Il lievito
Un microorganismo unicellulare, un fungo, capace di compiere una magia senza uguali: trasformare il mosto in birra. Senza nulla togliere al ruolo del malto, luppolo e acqua, il primo attore è sicuramente il lievito, che non si limita a trasformare gli zuccheri in alcol e anidride carbonica, ma contribuisce a caratterizzare la birra in ogni suo aspetto, dalla schiuma, agli aromi, fino al corpo. Per comprendere l’importanza del lievito è sufficiente ricordare come le birre siano classificate in tre macrocategorie individuate sulla base del lievito utilizzato. Molti stili storici soprattutto inglesi e belgi, ma anche alcuni tedeschi (come le Weizen), appartengono all’alta fermentazione, dove protagonista è il Saccharomyces Cerevisiae, lievito utilizzato nella produzione del pane come del vino. Predilige temperature tra i 14 e i 25 gradi e durante il processo sale in superficie del tino di
fermentazione. Le birre ottenute sono genericamente denominate Ale. Nella bassa fermentazione, altra macro categoria dove ci rientrano per intenderci Pils e Bock, quindi birre tipicamente tedesche e ceche, l’attore della fermentazione è il Saccharomyces Carlsbergensis che ama temperature più basse (tra i 5 e i 12 gradi) e durante il processo si deposita sul fondo del tino. Le birre appartenenti a questa famiglia vengono genericamente denominate Lager, termine tedesco che significa magazzino, riferendosi al periodo di sosta durante la maturazione nei tini. La terza macrocategoria è la fermentazione spontanea, che diede vita alle prime birre prodotte dall’uomo, visto che avviene in maniera assolutamente spontanea appunto, senza cioè alcun inoculo (inserimento del lievito nel mosto) da parte del produttore, innescata naturalmente dai lieviti presenti nell’aria. Oggi la produzione di birre a fermentazione spontanea è limitatissima: fulgidi esempi, tutti provenienti dal Belgio, sono i Lambic, le Gueuse, le Kriek, le Framboise, anche se non mancano interessanti sperimentazioni negli USA e in Italia.
La produzione
Dopo aver definito la ricetta e ordinato le materie prime necessarie, il birraio è pronto per iniziare la produzione.
Macinazione
La prima fase è quella della frantumazione dei grani di malto d’orzo e di eventuali altri cereali impiegati. Questa azione favorirà il discioglimento del contenuto zuccherino, delle proteine e delle sostanze aromatiche, di cui il chicco e ricco, nell’acqua. Questa operazione in apparenza banale riveste una notevole importanza sul risultato finale ed una scorretta macinazione può causare problemi (es. sensazioni astringenti in caso di eccessivo sfarinamento o una resa non ottimale nel caso di macinazione grossolana).
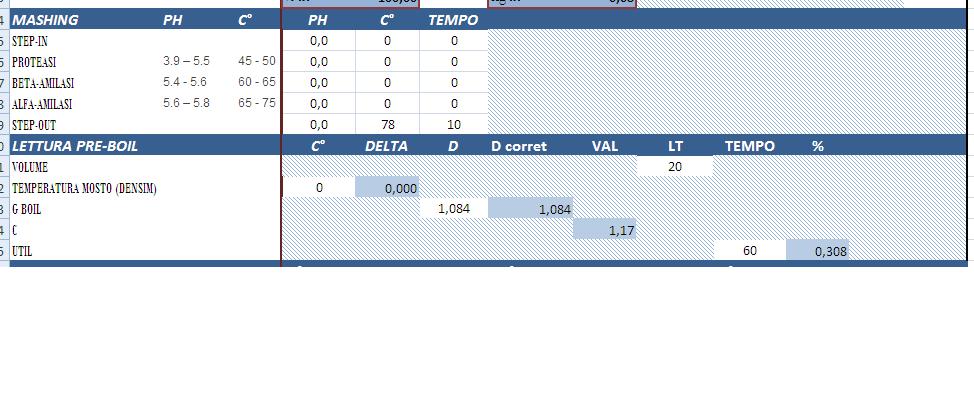
Ammostamento
Il cereale così macinato viene miscelato in acqua. Per permettere la dissoluzione di quel corredo aromatico e zuccherino che un buon mosto richiede, il birraio riscalda l’acqua seguendo una serie di pause a temperature stabilite in modo da attivare quegli enzimi, responsabili della degradazione dell’amido (zucchero complesso) in maltosio e destrine (zucchero semplice). Per innescare questo processo che agevolerà il lavoro dei lieviti sono necessarie particolari condizioni di temperatura e acidità. L’ammostamento è quindi una fase cruciale, momento decisivo in cui si disegna l’architrave di una birra, selezionando i cereali e determinando fattori come corpo, grado alcolico, schiuma, attenuazione, etc..
Metodi di ammostamento
Il birraio può adottare differenti metodi di ammostamento. Si parla di infusione, quando la miscela viene progressivamente portata a determinati livelli di temperatura tramite riscaldamento diretto; di infusione all’inglese, se l’acqua viene scaldata separatamente e aggiunta al cereale macinato; di decozione, qualora una parte della soluzione acqua/cereale viene separata e portata ad ebollizione, e successivamente unito alla miscela principale consentendo l’aumento di temperatura desiderato.
La filtrazione
Il mosto così ottenuto presenta parti di cereale, impurità che devono essere eliminate. Si passa dunque alla filtrazione che avviene solitamente grazie ad un doppio fondo presente nel tino di ammostamento che permette di trattenere il cereale esausto, ovvero le trebbie (ricche di sostanze indesiderate che andrebbero a rilasciare sensazioni astringenti e amare molto sgradevoli). Dopo la prima filtrazione, presentando le trebbie ancora una quantità di zuccheri utili, si può procedere al recupero, aumentando così l’estrazione e l’efficienza della produzione, risciacquandole con acqua calda più volte e recuperando nuovo mosto attraverso ulteriori fasi di filtrazione (sparging).
Bollitura
La bollitura del mosto, successiva alla filtrazione, viene effettuata di norma per 90 minuti (ma si possono superare anche le 4 ore) e assolve a diverse funzioni: sterilizzare il mosto, concentrarlo mediante evaporazione, favorire la coagulazione e la successiva precipitazione di proteine e polifenoli, aromatizzare e amaricare con l’inserimento del luppolo, speziare e aggiungere ingredienti ulteriori (se previsti dalla ricetta). Proprio in questa fase fa la comparsa un ingrediente centrale nella produzione, il luppolo, a cui è affidato il compito di cedere amaro e aroma. I luppoli selezionati per dare amaro saranno inseriti in una fase iniziale della bollitura, essendo gli Alfa Acidi, responsabili dell’amaro, solubili in acqua; i luppoli da aroma, ricchi di oli essenziali, in una fase terminale, visto che i precursori responsabili dei profumi sono termolabili, ovvero sofferenti alle alte temperature.
Centrifuga e raffreddamento
Al termine della bollitura il mosto contiene elementi non graditi come i residui di luppolo e di
eventuali altri ingredienti aggiunti in bollitura, oltre alle proteine coagulate. Solitamente il birraio per raggiungere il fine procede con il whirlpool, ossia alla decantazione e rimozione delle parti solide, che grazie ad un movimento circolare del mosto, si posizionano nella parte centrale del tino. Il mosto è così pronto per essere fermentato, viene così pompato nei tini di fermentazione, passando attraverso uno scambiatore di calore che lo raffredda fino alla temperatura desiderata.
La fermentazione
Siamo finalmente giunti alla fase responsabile della trasformazione del mosto in birra. Merito della fermentazione alcolica, realizzata dai lieviti. Due sono i momenti principali di questo processo: una fase aerobica, ovvero in presenza d’aria, necessaria ad ossigenare il mosto e fornire al lievito uno spunto energetico necessario alla sua riproduzione, e una seconda fase anaerobica, in assenza di aria, in cui il lievito trasforma gli zuccheri fermentabili presenti nel mosto in alcool etilico e anidride carbonica (CO2), oltre ad altre sostanze che contribuiranno al gusto finale. Le temperature di fermentazione possono variare dai 5 sino ai 30°C, in relazione al ceppo di lievito utilizzato.
Maturazione
Quando il processo di fermentazione degli zuccheri è giunto a compimento, ossia dopo 3/7 giorni (a seconda del ceppo di lievito e della temperatura di fermentazione), e il 90 % circa degli zuccheri fermentescibili è stato fermentato, si travasa la birra giovane nei serbatoi di maturazione (sistema tradizionale) oppure si chiude ermeticamente il tank e comincia un lento abbassamento della temperatura fino ad un minimo di 1-4 °C. Parte la maturazione, altro momento decisivo per la birra, che qui si affina: il dolce del malto si armonizza con l’amaro del luppolo, gli aromi diventano più evidenti ed il lievito esausto si deposita sul fondo del serbatoio (oppurtunemente spurgato dal birraio per evitare sensazioni sgradevoli). La maturazione ha una durata differente a seconda della birra prodotta (maggiore per le lager). In maturazione, cosi come in fermentazione, possono venire aggiunte sostanze aromatizzanti come luppolo (si parla in tal caso di dry hopping) o frutta. Terminata questa fase la birra è pronta per essere confezionata (in fusto o bottiglia) per il consumo.
Rifermentazione
Per molti stili di birra ad alta fermentazione si procede, alla fine della fermentazione primaria, con l’infustamento o imbottigliamento, spesso previa filtrazione, aggiungendo nuovo lievito e nuovo mosto o altre sostanze zuccherine (zucchero, zucchero candito, zucchero di canna e qualsiasi altra sostanza utile al nutrimento fermentativo del lievito). La rifermentazione migliora la stabilità e dona complessità alla birra.
Tratto da Fermento Birra






 Terza ed ultima arrivata è la Superior. Birra ancora in fermentazione nasce dalle ceneri della Dark Noel dello scorso anno. Lo stile sempre Dark Strong Ale, una OG pari a 1,082, malti Pale, Pils, Meladoinin, Crystal, Chocolate, Special B e zucchero candito scuro vanno a formare il mosto zuccherino. Per l’amaro, 33 IBU per l’occasione, è stato adoperato Styrian Golding. Per il lievito la scelta è ricaduta sul WLP530. La birra è alla sua terza settimana di fermentazione ed il lievito non ha ancora smesso di lavorare.
Terza ed ultima arrivata è la Superior. Birra ancora in fermentazione nasce dalle ceneri della Dark Noel dello scorso anno. Lo stile sempre Dark Strong Ale, una OG pari a 1,082, malti Pale, Pils, Meladoinin, Crystal, Chocolate, Special B e zucchero candito scuro vanno a formare il mosto zuccherino. Per l’amaro, 33 IBU per l’occasione, è stato adoperato Styrian Golding. Per il lievito la scelta è ricaduta sul WLP530. La birra è alla sua terza settimana di fermentazione ed il lievito non ha ancora smesso di lavorare. “Quale bomboniera regaliamo per il nostro matrimonio?”. Ricordo perfettamente il momento in cui tale problema si presentò alle mie orecchie. Ricordo anche di non averci impiegato più di mezzo secondo a rispondere: “Una birra!”. Anzi, per l’esattezza, due birre!
“Quale bomboniera regaliamo per il nostro matrimonio?”. Ricordo perfettamente il momento in cui tale problema si presentò alle mie orecchie. Ricordo anche di non averci impiegato più di mezzo secondo a rispondere: “Una birra!”. Anzi, per l’esattezza, due birre!