E’ trascorso del tempo dal mio ultimo articolo. Molti impegni lavorativi e non mi hanno tenuto lontano da questo blog ma questi non hanno intralciato la mia produzione di birra.
Con il nuovo “anno brassicolo” ho deciso di apportare migliorie in alcuni settori della produzione casalinga che, c’entrano poco con l’arte del brassare, ma non per questo ricoprono un ruolo meno importante.
Per prima cosa tutte le etichette realizzate fino ad oggi verranno sostituite con una nuova linea. In particolare ho deciso di adoperare uno stile comune a tutte le etichette in modo da crearne uno stile identificativo personale:

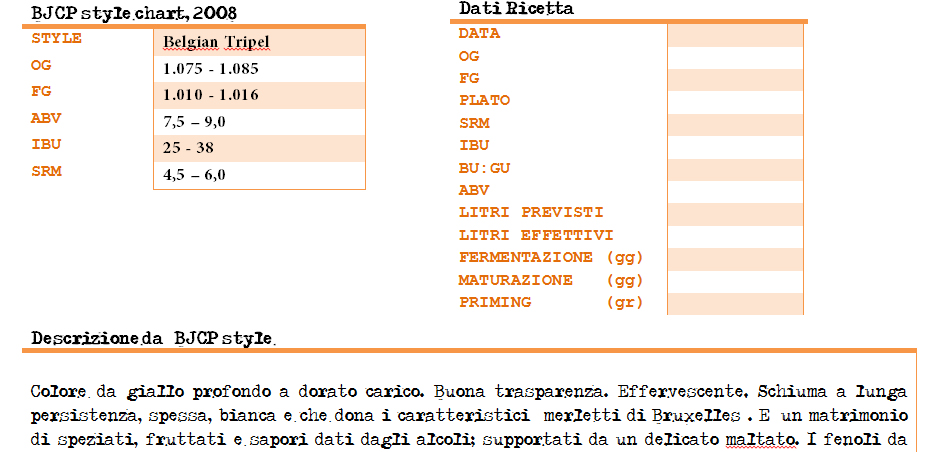
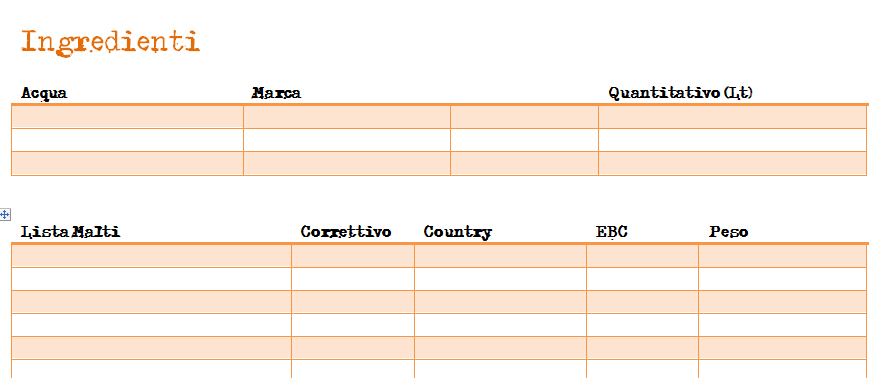
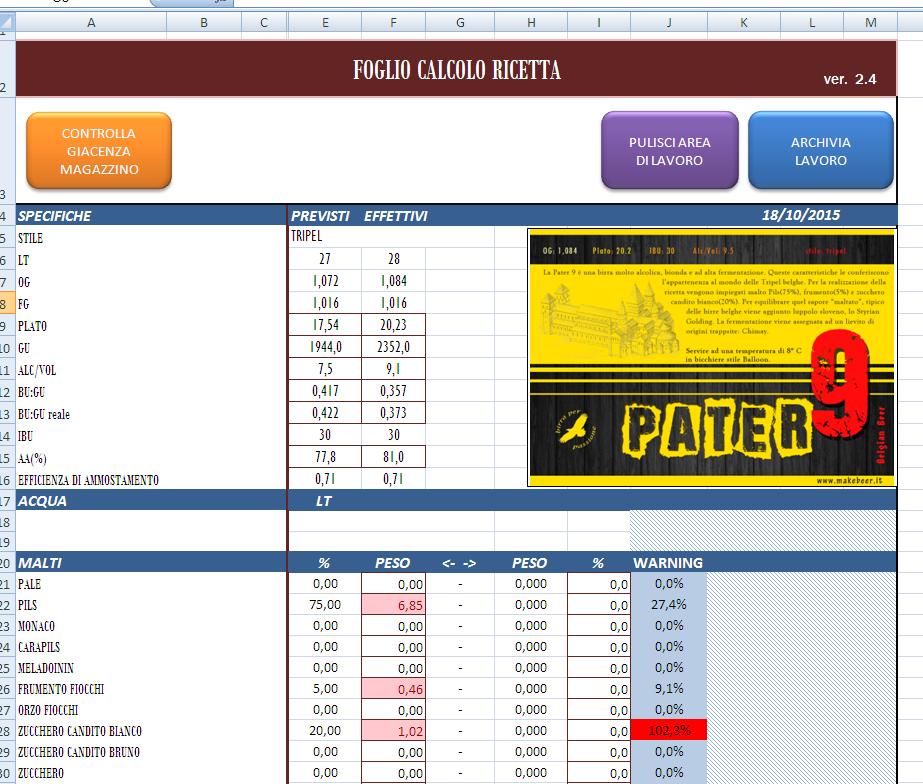
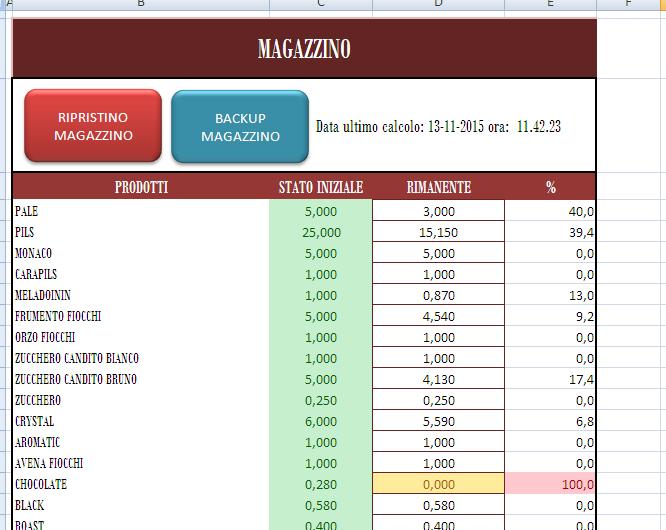
Altra novità riguarda l’informatizzazione dei sistemi di calcolo e di salvataggio dati. Fino ad oggi ho sempre sviluppato le mie ricette calcolando quantitativi “a mano”. L’esperienza fatta fino ad oggi mi ha fornito i giusti mezzi di conoscenza e questo mi ha spinto a sviluppare uno strumento di calcolo per “trascrivere” ed automatizzare tutti questi calcoli. Da questa idea è nato HBC (Home Brewing Calculator), un potente foglio di calcolo che annovera al suo interno, un foglio di calcolo(peso materie prime, steps di mashing e tanto altro), una gestione magazzino che mi permette di tenere sott’occhio il livello di materie prime in giacenza, un pannello dove poter annotare costi di produzione, un calcolatore per la correzione delle acque, un foglio di stampa per avere a portata di mano la ricetta sviluppata e altri strumenti di backup dati.
Altra novità in fase di studio riguarda l’ammodernamento dell’intero impianto di produzione. Basta pentole di medie-piccole dimensioni, filtri coibentati , travasi rudimentali sempre a rischio di scottature, serpentina in rame… da quest’anno si passa ad un impianto semi-professionale da capacità molto più elevate. Struttura in ferro, fornelloni in ghisa, pentole in acciaio inox, mashing motorizzato, pompa di travaso, sistema di raffreddamento in piastre e fermentatori in acciaio inox. Parlerò meglio del nuovo inmpianto in un post futuro, per il momento segnalo solo questa novità tra le altre precedentemente elencati.
Produzione di quest’anno
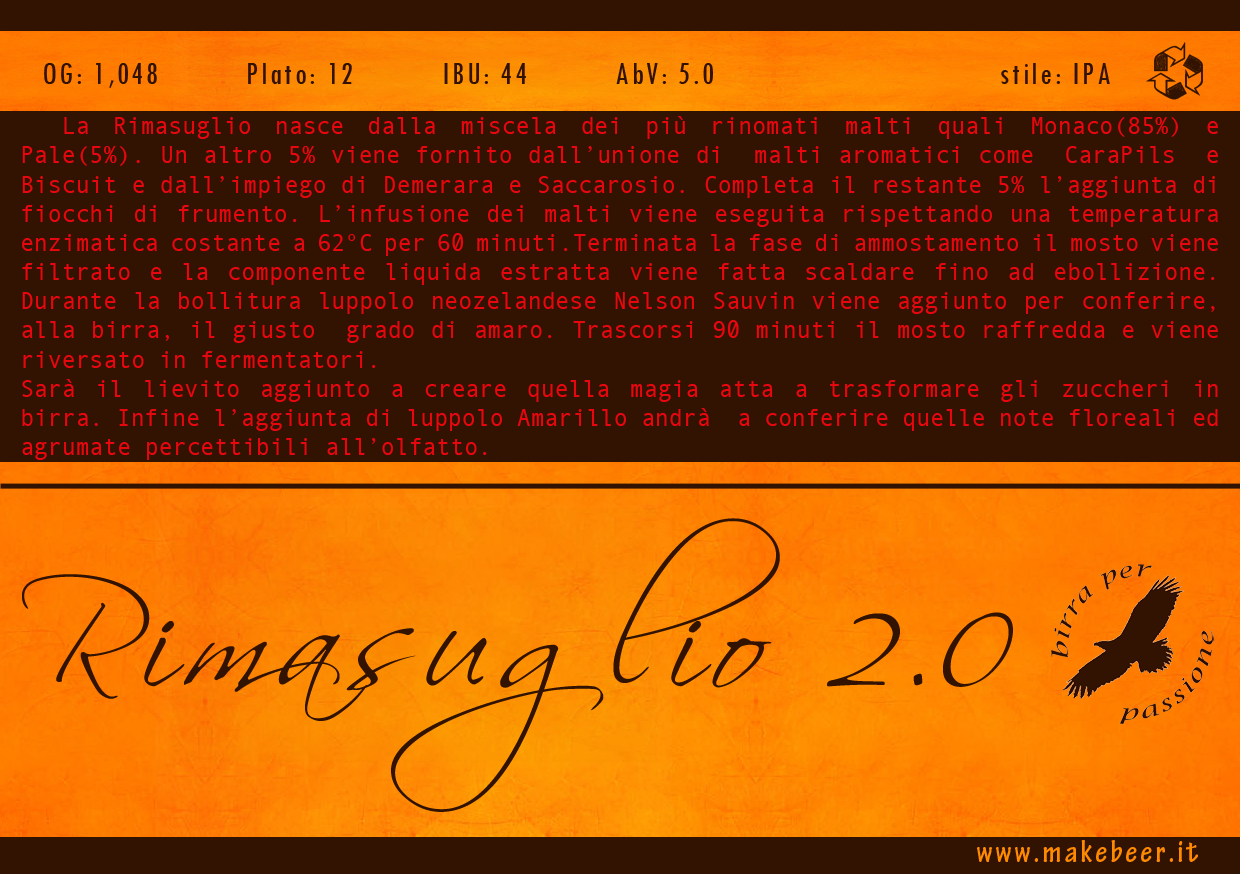
Con l’ingresso di Ottobre sono subito arrivate temperature più autunnali rispetto lo scorso anno. Questo mi ha permesso di iniziare la mia produzione di nuove birre. La prima ad essere preparata è stata la Rimasuglio 2.0, una birra pensata … ma neanche tanto, ovvero, una birra creata con le materie prime rimaste in magazzino.
La Rimasuglio nasce dalla miscela dei malti quali Monaco(85%) e Pale(5%). Un altro 5% viene fornito dall’unione di malti aromatici come CaraPils e Biscuit e dall’impiego di Demerara e Saccarosio. Completa il restante 5% l’aggiunta di fiocchi di frumento. L’infusione dei malti viene eseguita rispettando una temperatura enzimatica costante a 62°C per 60 minuti.Terminata la fase di ammostamento il mosto viene filtrato e la componente liquida estratta viene fatta scaldare fino ad ebollizione. Durante la bollitura luppolo neozelandese Nelson Sauvin viene aggiunto per conferire, alla birra, il giusto grado di amaro. Trascorsi 90 minuti il mosto raffredda e viene riversato in fermentatori. Sarà il lievito aggiunto a creare quella magia atta a trasformare gli zuccheri in birra. Infine l’aggiunta di luppolo Amarillo andrà a conferire quelle note floreali ed agrumate percettibili all’olfatto.
Un’altra birra creata in successione è stata la Pater 9. Una Tripel in perfetto stile, solo malto Pils e zucchero con OG pari a 1,084. Il luppolo impiegato per questa birra è lo Styrian Golding per un totale di 30 IBU. La scleta del lievito è ricaduta sul WLP500. Personalmente uno dei miei preferiti. Ho lasciato andare la fermentazione primaria per 7 giorni ad una temperatura di 21 gradi. Per la secondaria ho spinto la temperatura a 23 gradi e dopo altre 3 settimana la FG è scesa a 1,016 per un totale di 9,1 gradi alcolici.
 Terza ed ultima arrivata è la Superior. Birra ancora in fermentazione nasce dalle ceneri della Dark Noel dello scorso anno. Lo stile sempre Dark Strong Ale, una OG pari a 1,082, malti Pale, Pils, Meladoinin, Crystal, Chocolate, Special B e zucchero candito scuro vanno a formare il mosto zuccherino. Per l’amaro, 33 IBU per l’occasione, è stato adoperato Styrian Golding. Per il lievito la scelta è ricaduta sul WLP530. La birra è alla sua terza settimana di fermentazione ed il lievito non ha ancora smesso di lavorare.
Terza ed ultima arrivata è la Superior. Birra ancora in fermentazione nasce dalle ceneri della Dark Noel dello scorso anno. Lo stile sempre Dark Strong Ale, una OG pari a 1,082, malti Pale, Pils, Meladoinin, Crystal, Chocolate, Special B e zucchero candito scuro vanno a formare il mosto zuccherino. Per l’amaro, 33 IBU per l’occasione, è stato adoperato Styrian Golding. Per il lievito la scelta è ricaduta sul WLP530. La birra è alla sua terza settimana di fermentazione ed il lievito non ha ancora smesso di lavorare.
Spero il prima possibile di poter fornire qualche foto delle prime due birre, la Rimasuglio 2.0 e la Pater 9. Nell’attesa vi rimando al prossimo post.
A presto e buona birra a tutti.
 Il lievito secco non necessita di riattivazione, ma di reidratazione, in quanto le cellule di lievito durante l’essiccazione perdono tutta l’acqua senza morire: è consigliato (ma non obbligatorio) quindi reidratarle prima dell’utilizzo in modo da velocizzare l’inizio della fermentazione.
Il lievito secco non necessita di riattivazione, ma di reidratazione, in quanto le cellule di lievito durante l’essiccazione perdono tutta l’acqua senza morire: è consigliato (ma non obbligatorio) quindi reidratarle prima dell’utilizzo in modo da velocizzare l’inizio della fermentazione.